Anatomie des Instruments
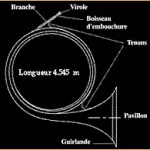
Die Trompe besteht aus mehreren zusammengesteckten Röhren mit einer Gesamtlänge von 4,545 Metern. Diese Länge bestimmt den Grundton D.,Grundton, von welchem aus alle anderen gebildet werden. Der Durchmesser des Rohres, Mensur genannt, wird vom Mundrohr bis zum Schallstück immer größer (Eine Tatsache, die unter anderem zum besonderen Klang der Trompe beiträgt.). Diese Zunahme des Durchmessers erfolgt relativ gleichmäßig bis zum Schallstückrohr, wo sie sich exponentiell verstärkt. Die besten Trompes haben ein Schallstück, das aus einer einzigen Blechtafel besteht und deshalb lange gehämmert werden muß. Dieses Verfahren härtet das Metall und verleiht einen besonderen Klang. Was den Schallstückkranz betrifft, so dient er nicht nur der Verzierung. Er wird nicht gelötet, sondern nur umgebörtelt und gibt dem Instrument Stabilität, sodass das Schallstück weniger in seiner eigenen Frequenz vibrieren kann, was wiederum den Klang stören würde.
Eine gute Trompe herstellen? Nicht so einfach…
Drücken, hämmern, biegen, löten…die Grundlagen des Instrumentenbaus sind bekannt. Als treuer Schüler Raoux´ im 19. Jhd. hat François Périnet die Trompe in puncto Stabilität, Klang, Ansprache und Lautstärke optimiert.
Dafür hatte er unter anderem ein neues Schallstückprofil entwickelt, das seitdem von allen Herstellern übernommen wurde und das bis heute als Vorbild gilt. So benutzen einige Bläser mit Freude noch heute Instrumente aus dieser Zeit.
Aber in zwei Jahrhunderten hat sich viel verändert. Um der Nachfrage zu genügen, haben sich viele Hersteller damit zufrieden gegeben, Instrumente zu kopieren und dabei – ungeachtet der akustischen und musikalischen Leistung – nur auf Äußerlichkeiten geachtet.
Der Markt hat sich im Laufe der Zeit sowohl technisch als auch wirtschaftlich entwickelt, was für den Instrumentenbauer stetige Herausforderungen bedeutet.
Folgende Punkte seien hier erwähnt:
- Eine neue Herangehensweise an das Instrument dank Blastechniken, die von anderen Blechblasinstrumenten und dem Gesang übernommen wurden.
- Höhere Erwartungen an die Ansprache und den Klang des Instrumentes.
- Spitzentechnik in den Werkzeugen und Maschinen, sowie Einsatz von Computermesstechnik.
- Verbot der Benutzung von Blei für das Biegen der Rohre und das Schwärzen der Schallstücke.
- Gesteigerte Produktionskapazitäten durch steigende Bläserzahl.
- • Besser qualifizierte Handwerker lassen die Arbeitskosten und damit die Preise der Trompes steigen.
- Usw.
Geschichte des Maison Périnet
Für den Amateur alter Hörner zeichnet die folgende Tabelle die aufeinanderfolgenden Stadien der Marke nach und ermöglicht es, ein historisches Instrument anhand der Adresse zu datieren, die es trägt.
Paris
François Périnet – 1829-1838
42, rue Bourbon Villeneuve - Paris
François Périnet – 1838-1849
23, rue des Bassins - Passy
François Périnet – 1849-1858
23, rue des Bassins - Passy
François Périnet, Pettex-Muffat & Cie – 1859-1862
rue des Bassins, 23 - Passy
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1863-1864
23, rue Copernic - Paris
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1865-1869
37, rue Copernic - Paris
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1870-1871
37, rue Copernic, près de l‘arc de l’étoile - Paris
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1871-1874
27, rue Copernic, près de l‘arc de l’étoile - Paris
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1874-1882
31, rue Copernic, près de l‘arc de l’étoile - Paris
François Périnet, Pettex-Muffat & Jolly Pottuz succr. – 1883-1895
31 rue Copernic, près l‘arc de l’étoile - Paris
François Périnet, Henri Pettex-Muffat succr. – 1900-1904
40 bis, rue Fabert - Paris
François Périnet, Emile Dhabit succr. – 1905-1923
40 bis, rue Fabert - Paris
François Périnet, Maurice Valéry succr. – 1921-1939
40 bis, rue Fabert - Paris
François Périnet, Tutin & Cheval succr. – 1940-1944
40 ter, rue Fabert - Paris
François Périnet, Cheval succr. – 1945-1967
Périnet - Paris
François Périnet, Michel Bureau succr. – 1967-1994
Viaduc des Arts - Paris
François Périnet, Bureau succr. – 1994-1999
Paris
Périnet, Bureau succr. – 2000









Was ist heute ein guter Jagdhorn?
Derjenige, der natürlich den besten Sound ohne übertriebenen Aufwand liefert! Aber diese offensichtliche Tatsache, die trivial sein mag, deckt tatsächlich viele Faktoren ab, die alle für ein Qualitätsziel eine Rolle spielen.
Zunächst einmal ist es schwierig, über einen Rüssel zu sprechen, ohne über ein Mundstück zu sprechen: Beides geht Hand in Hand, und ohne eine gute Übereinstimmung zwischen den beiden kann man keine guten Ergebnisse erwarten. Dies muss beachtet werden, um die Qualität eines Instruments zu beurteilen.
Oft als Qualitätskriterium verwendet, ergibt sich das Gewicht des Horns einfach aus der Dicke des Metalls und hat, abgesehen von einer besseren Schlagfestigkeit, wenig Einfluss (beim Pferd ist das Gewicht jedoch nicht neutral. ). Die Périnet-Rohre werden hauptsächlich in 3 / 10, einige in 2 / 10 für Frauen hergestellt, Dicken, die eine hervorragende Festigkeit ohne Übergewicht gewährleisten.
Das verwendete Metall ist Messing, eine Legierung aus Kupfer und Zink: Es ist ein leicht formbares Material, das auch den Vorteil bietet, die Ausbreitung von Schallfrequenzen zu fördern. Seine Wahl ist daher unerlässlich. Die von uns verwendete Legierung wird nach drei Hauptkriterien ausgewählt: akustische Qualität, Beständigkeit und Haltbarkeit.
Die Arbeit mit Metall stellt schließlich ein Element von erster Bedeutung dar. Hier kommt die Kunst des Herstellers aus dem zu fertigenden Modell (jetzt computerisiert [CAD], das Design entspricht strengen Standards, die den Rahmen dieses Artikels sprengen würden).
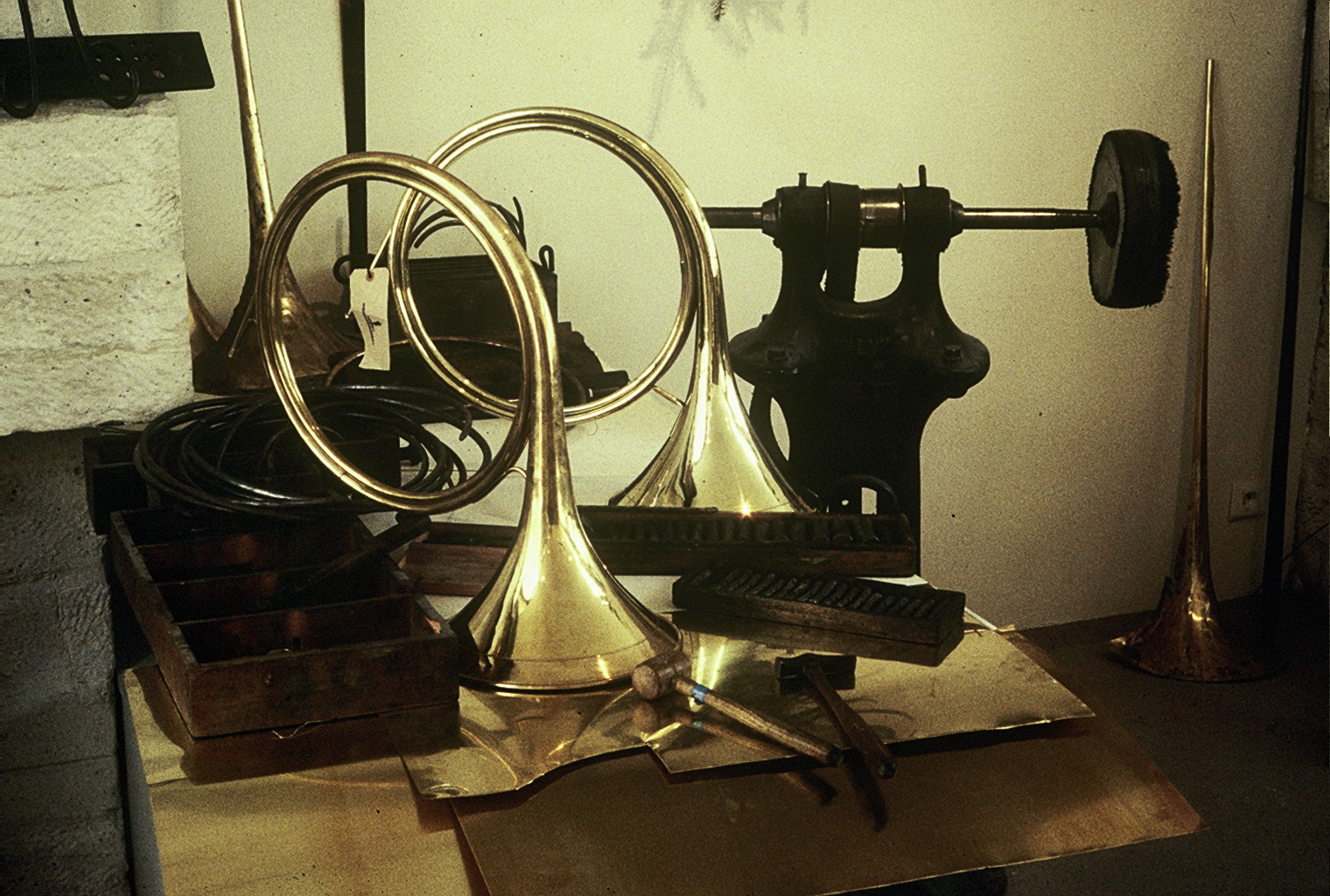
Hochpräzises Know-how
Der Pavillon kann auf zwei Arten hergestellt werden. Bei der ersten Prägung wird ein rotierender Dorn (auf einer Drehbank montiert) mit dem Profil des herzustellenden Pavillons verwendet; Mit Spezialwerkzeugen wird das Messingblech nach und nach zurückgeschoben, bis es der Form des Dorns entspricht.
Für hochwertige Jagdhörner verwenden wir keine Prägung, sondern Kesselbau. Hier wird das Blech durch Hämmern von Hand auf einen feststehenden Stahldorn geformt. Ein Pavillon erhält so mehrere tausend Schläge mit dem Holzhammer. Dieser Vorgang, der als „Härten“ bekannt ist, bewirkt eine molekulare Umstrukturierung, die das Metall härtet und klangvoller macht. Die Klangfarbe des Instruments gewinnt stark an klanglicher Finesse und harmonischer Fülle. Eine Nivellierung vervollständigt den Vorgang, um die Oberfläche perfekt glatt zu machen.
Die Beplankung versteift den Pavillon dann durch eine am Rand umgedrehte Girlande mit einem Messingdraht im Inneren.
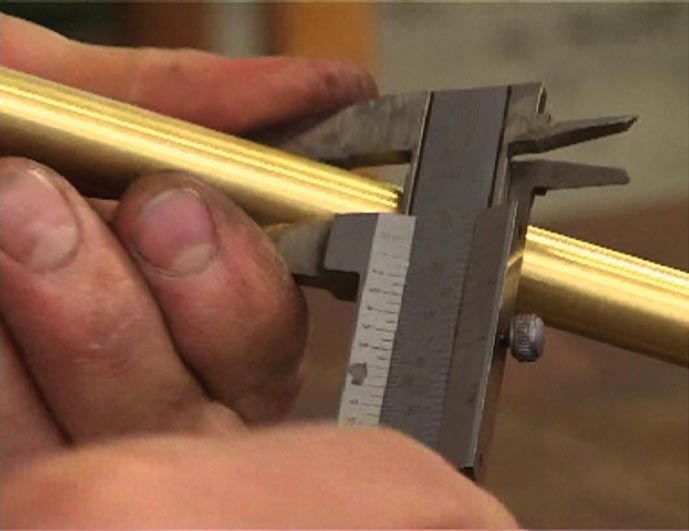
Dann werden die Rohre nach ihrem Durchmesser ausgewählt und auf einer Bank zum Dehnen bearbeitet. Es geht darum, sie auf das genaue Maß zu bringen, ein Vorgang, der große Präzision erfordert. Dem Mundstückzweig wird besondere Aufmerksamkeit gewidmet, da er eine wesentliche Rolle spielt: Er nimmt den Atem auf und beschleunigt ihn, um den Klang zu erzeugen, dank der umgekehrten Kegel, die er mit dem Mund bildet. Der Schwanz des Mundstücks muss genau in den dafür vorgesehenen Stopfen am Einlauf des Rohres passen.
Dieses Gerät hängt unter anderem von der sogenannten Unterstützung ab. Dies ist der Widerstand, den das Instrument dem Atem entgegensetzt und ohne den die Vibrationen der Lippen schwer zu kontrollieren wären. Dieser Widerstand ist je nach Bohrung, dh Durchmesser des Rohres, mehr oder weniger wichtig. Auf diese Weise können wir Instrumente mit unterschiedlichen Bohrungen herstellen, damit die Ringer die für sie am besten geeignete Halterung wählen können.
Nach der Vorbereitung werden die Rohre auf geeigneten Schablonen gebogen. Traditionell wurde Blei eingegossen, um sie biegen zu können, ohne Quetschungen oder Risse zu verursachen. Nach Abschluss der Operation war das Blei weggeschmolzen, hinterließ jedoch manchmal unerwünschte Rückstände. Es wird jetzt durch Eis ersetzt, eine Lösung, die das Innere der Röhre perfekt sauber hält und gleichzeitig die mit der Verwendung dieses Metalls verbundenen Risiken eliminiert.
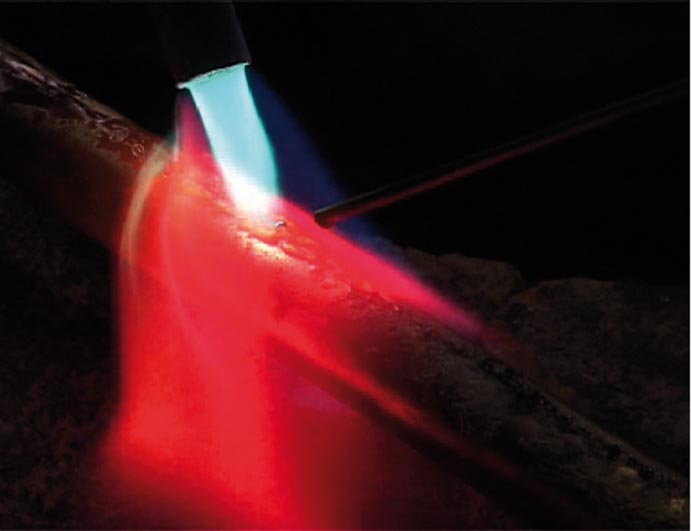
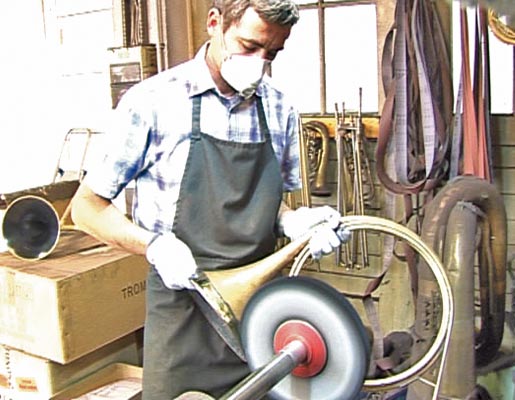
Alle Elemente werden dann vorpoliert, bevor sie durch Zinnlöten zusammengefügt werden. Dieser sollte dünn genug sein, um den Rüssel nicht zu beschweren, aber stark genug, um seine Festigkeit zu gewährleisten. Zapfen vervollständigen den Zusammenhalt des Ganzen und eine Zwinge verstärkt das Ende des Mundstückrohres. Abschließend wird das montierte Instrument mit einem Pinsel mit Polierpaste poliert.
Es bleibt zu prüfen, ob die Klangfülle (in den Höhen wie im Bass), die Qualität der Klangfarbe, die Genauigkeit in allen Registern, die Leichtigkeit der Abstrahlung usw. Sie sollten jedoch wissen, dass eine Trunk mit der Nutzung besser wird und dass der beste Weg, sie zu pflegen … ist, zu klingeln!
Die endgültigen Oberflächen werden mit der Gravur der Marke auf der Girlande und der Instrumentennummer auf dem Mundstück versehen, wobei das Schwarz des Schallstücks zuletzt mit einer speziellen Farbe aufgetragen wird, die eine gute Beständigkeit im Laufe der Zeit garantiert.
Trotz seiner scheinbaren Einfachheit erfordert der Koffer daher bei seiner Herstellung ein komplexes Know-how, das heute die Errungenschaften moderner Technik mit unersetzlicher handwerklicher Erfahrung verbindet.
Es ist auch der Glöckner, der das Jagdhorn herstellt
So gründlich die Suche nach Qualität auch ist, sie wäre ohne die Qualität des Ringers selbst wertlos, denn die besten Instrumente werden an ihrer Stelle keine Wunder vollbringen. Heute wissen wir, wie man Fehler vermeidet, die zu viele Anfänger entmutigen oder einschränken.
Der Ton wird durch die im Rumpf enthaltene Luftsäule erzeugt, wenn er durch die Vibrationen der Lippen im Mundstück unter Einwirkung des Atems mitschwingt. Aus diesem Grund ist die Atemkontrolle unerlässlich, damit ein gutes Instrument alle seine Möglichkeiten entfalten kann. Basierend auf der Bauchatmung (auch in Entspannungsmethoden verwendet) steht diese einfache Technik jedem zur Verfügung, Frauen und Männern, Jung und Alt.
Mit einem beherrschten Atem und einem guten Horn ist das Klingeln keine schwere Anstrengung mehr, sondern einfach ein Vergnügen.

